


联系我们

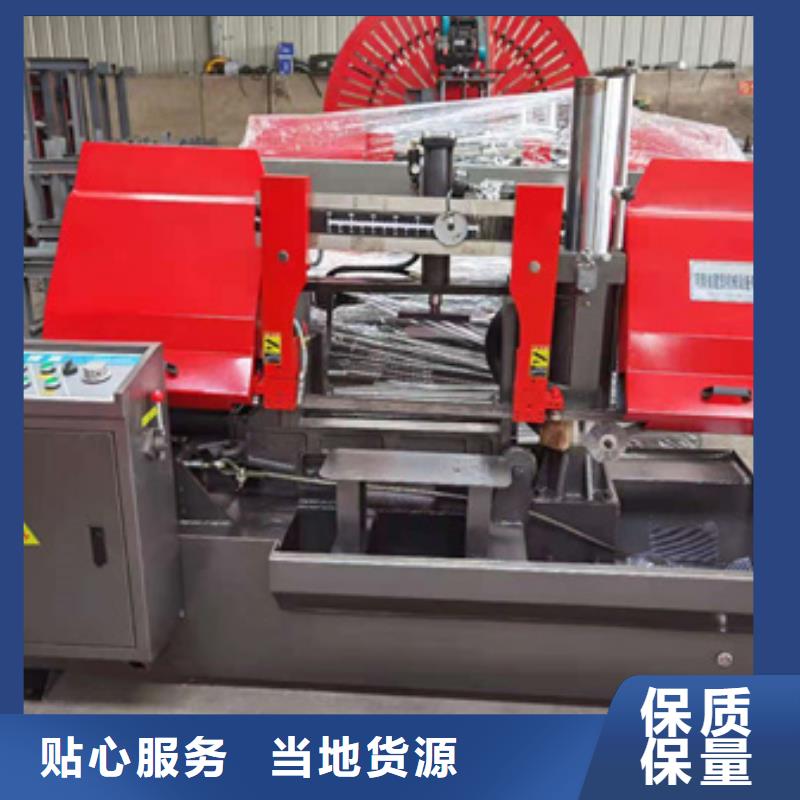
锯钢筋水锯床大量批发
更新时间:2024-12-29 13:06:14 浏览次数:2 公司名称:许昌 建贸机械设备有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 最大锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |





数控锯床设备特点全自动数控锯床,适用于批量生产连续切割。采用PCL控制系统可设置组不同数据连续切割。触摸屏操作,人机界面取代传统按钮控制面板。手动与自动双功能选择。采用拉线尺控制送料长度,精度高。在锯切中遇到锯带断裂或电机出现过载,都会自动且自动停。技术参数大锯切能力圆管mm方管*mm主电机功率KW液压电机功率KW水泵电机功率KW锯带线速度//m/min送料行程mm送料行程可根据要求定做。
中间为夹料虎钳和手动送料机构,虎钳前方连接有承接成品的工作台,左侧的装置为丝杆传过液压加紧油缸内孔,转动手轮或按住按钮,使左钳口左右运动。锯梁和传动机构,由厚钢板切割成形焊接而成,具有较强的刚性,其右后侧固定有涡轮箱,箱内的涡轮于锯梁上面的轮固接,二者同步,左侧为锯条的回转运动,由主电机皮带轮涡轮付经两级变速将驱动传递到轮,再由轮锯条驱动被动轮来实现的,锯条运转速度共三挡。性能特点本机采用台湾技术,双立柱结构,保证导向精度,锯削稳定可靠。
1.开控制柜内的电源总开关,扳到“ON”位置。
2.打开总停开关,启动油泵。
3.打开锯轮盖板,启动走锯按钮,观察锯轮方向,调整三相电源使锯轮逆时针方向运转。
4.启动面板的快速退刀,使锯弓升起。
5.打开锯轮盖板,安装锯条,(注意锯齿方向应该向右)。
6.张紧锯条,张紧力以30-40N/m为宜。
7.启动走锯按钮,试运行锯条,检查锯条位置是否合适。
8.放置材料,调整好材料位置。
9.夹紧工件。
10.点单次按健,锯切开始工作。
12.调节各冷却阀门,使之各出水口水量适当。
锯钢筋水锯床大量批发 <衡阳>建贸机械设备有限公司


为什么使用金属带锯床要对带锯条进行磨合。锯床切削液的应用与作用、锯床切削液的作用: 在带锯条锯切过程中,切削液不仅能带走很多的切削热,下降锯切区温度,而且起到光滑,削减齿尖与资料的磨擦,下降切削力,进步锯条耐用度和生产率。切削液一般具有冷却、光滑、清洗避免发生切屑及进步防锈功用。、切削液的经济效益及份额要求: 在带锯床锯切过程中不必切削液,或切削液品种挑选不妥,配比失调,都将导致双金属带锯条锯条齿部过早磨损,严峻的将引起机床零件的发热而缩短运用寿命,然后进步生产成本,下降生产率。切削液的份额是依据资料的机械性能、化学成分,锯齿资料而确定的。引荐份额为:易切钢为%,度钢为%,其他资料为%。切削液的运用要注意以下几点:)为避免切削液因化学改变,下降功用,运用机床切削液的容器:管路、水泵,要用金属清洗剂完全清洗,并用自来水冲刷,再用洁净棉纱抹洁净。(不能用洗衣粉、皂水清洗)。)直接用自来水和清洁水配制,不必加热和其它处理。)定时查看切削液是否发霉、发臭、铲除杂物、铁屑,必要时替换切削液。
<衡阳>建贸机械设备有限公司 锯钢筋水锯床大量批发 jmc切割时工件*,*带锯床,用以切割板料和成形零件的曲线轮廓,还可以将锯带换成锉链或砂带,带锯床,实施修锉或打磨。锯床遵照机械分类别:基本分成三种类型圆锯床、带锯床、弓锯床,带锯床厂家,这三种不类型的锯床基本加工不同类型的产品,除此另外这三大类的产品也着自己再更加严密的分类别。
尤其是高端带锯床产品中,自动化技术与产品几乎作用于从控制机构、执行机构到测量与反馈机构的基本上每个部分,而目前那些应用于带锯床及带锯床研发生产线的各种自动化产品,几乎都在发生着推陈出新产的变革。作为中高端带锯床的控制中心,数控系统包含了运动控制、智能技术、自诊断等各方面的技术。多轴多系统的数控装置已纷纷被打造出来并投入应用;伺服系统的控制方式,也逐渐由常规号型向总线型过渡;伺服驱动器和电机也一样向数字化、交流化和智能化的方向长期发展。

安装锯条后必须检查锯条的张紧度,若锯条张不紧易产生锯斜。检查方法:当导向支架调整锁紧后,将大拇指放到两支架内侧锯条的中间部位,用力推动锯条,锯条有一定的力就可以了。
锯弓应缓慢,不得冲击放下来时。在切割过程中严禁操作人员离开岗位,严禁戴手套。每班必须断开电源,打开护罩,取出带到锯轮附近的芯片,进行日常维护和清洁工作。 尤其需要注意的是:拆卸下来的螺丝钉一定要放在专门的盒内,以免丢失,装配后,盒内的东西应全部用上,否则装配不完整。带锯床切割精度的高低与带锯条有着直接的关系。首先新的带锯条要磨合,做磨合切削目的是为了锯齿在加工后余留的细误差。